For us, full service means that all processes are geared to your requirements. We can provide you with advice, assembly and freight as well as the manufacture of the plates. Regardless of whether it's clamping plates, measuring plates or test bench plates, our advice starts right from the quotation stage.






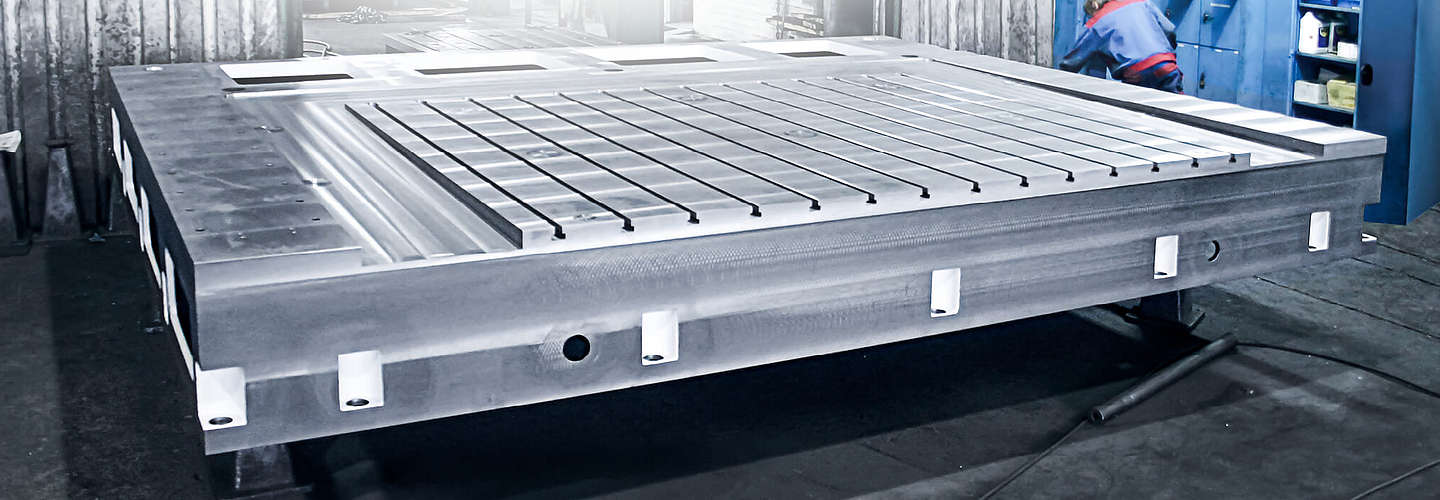
We carry out every order for you reliably, responsibly and with the highest quality with our powerful technology, the best equipment and our specially trained fitters. In addition to workpiece sizes up to 9000 mm in length and up to 3000 mm in width, we also supply special sizes up to 3600 mm in width and casting weights up to 21 tonnes.

This year, STOLLE will be present at the Automotive Testing Expo in Stuttgart from June 13 to 15 to showcase its high-quality test bench panels.
Read more
By investing in a new roller conveyor blast machine, a specialist for clamping plates was able to significantly improve the blast quality when…
Read more
Energy- and time-intensive processes in foundries represent the most urgent potential for optimization. The blasting process is often not the focus of…
Read more